Garantizar la consistencia del color en la impresión comercial y el empaque es fundamental para mantener la integridad de la marca y satisfacer las expectativas de los clientes. Una de las formas más eficaces de lograrlo es aprovechando software de control de calidad que utiliza métodos precisos de asignación de tolerancias del color. En este blog, exploraremos diferentes técnicas de asignación de tolerancias y cómo el software de control de calidad mejora la precisión en el control del color.
El desafío de la evaluación visual del color
Muchos asumen que la inspección visual por sí sola es suficiente para evaluar la precisión del color. Sin embargo, nuestros ojos pueden ser engañados por diversos factores, como la fatiga de la retina, los efectos del fondo, la mala memoria del color, la deficiencia de color y las condiciones de iluminación. Incluso los profesionales capacitados pueden experimentar discrepancias al evaluar el color visualmente. (¿Se está preguntando si tiene alguna forma de deficiencia en la visión de los colores? ¡Tome la prueba!)
Para superar estas dificultades, se utilizan objetivos de color físicos, como muestras impresas, pruebas de tinta sobre substrato y referencias de color estandarizadas. Sin embargo, también tienen limitaciones, por ejemplo:
- La necesidad de una reproducción precisa para evitar inconsistencias;
- Variabilidad debida a las condiciones de iluminación y a la percepción subjetiva;
- Problemas de durabilidad, ya que las muestras pueden desvanecerse o contaminarse con el tiempo;
- Falta de datos numéricos para una evaluación precisa del color.
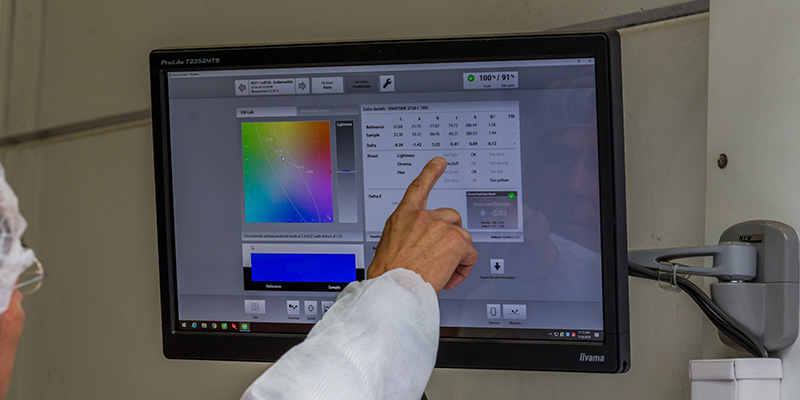
Aquí es donde el software de control de calidad adquiere un valor incalculable, ya que ofrece una medición del color numérica y precisa para eliminar la subjetividad.
Medición de las diferencias de color con espacios de color
La medición del color se basa en espacios de color, que mapean los colores utilizando coordenadas específicas. Dos de los modelos más utilizados en el software de control de calidad son:
- Modelo L*C*h*: de forma similar a como las coordenadas de longitud, latitud y altitud le indican exactamente dónde se encuentra en la Tierra, este modelo utiliza tres valores para definir dónde se sitúa un color dentro de una gama, incluida la luminosidad (de oscuro a claro), el croma (de gris apagado a vivo) y el ángulo del tono (posición en la rueda cromática).

- Modelo L*a*b*: al igual que LCH, L representa la luminosidad, pero en lugar de croma y tono, se utilizan dos ejes diferentes para describir los cambios de color. El eje "a" se mueve entre el verde y el rojo: los valores negativos se desplazan hacia el verde, mientras que los positivos lo hacen hacia el rojo. El eje "b" se mueve entre el azul y el amarillo: los valores negativos son más azules, mientras que los positivos son más amarillos. Si tanto "a" como "b" están en cero, el color es perfectamente neutro a lo largo del eje de luminosidad.

Al definir un color dentro de estos espacios, el software de control del color puede cuantificar con precisión las diferencias entre colores.
Qué son Delta E y los métodos de asignación de tolerancias
Delta E se utiliza para medir las diferencias de color, calculando la distancia entre un color objetivo y un color muestra. Cuanto mayor sea el valor Delta E, más notable será la diferencia. Las tolerancias determinan las variaciones aceptables antes de que un color se considere fuera de especificación.
Tipos de cálculo de Delta E:
- Delta E*ab o Delta E76 (método no ponderado): la fórmula Delta E original, que aplica la misma ponderación en todas las direcciones. Aunque todavía se utiliza en algunas aplicaciones, no siempre se ajusta bien a la percepción humana.
- Delta E CMC (método ponderado): se introdujo para igualar mejor la percepción visual asignando distintos pesos al tono, el croma y la luminosidad. Cuando un color parece significativamente diferente al ojo, este modelo también debe reflejar numéricamente esa diferencia.
- Delta E 2000 (método ponderado estándar de la industria): el método más utilizado en la actualidad, que incorpora factores de ponderación mejorados para proporcionar una tolerancia de color más precisa tanto para tintas planas como CMYK.
La ciencia detrás de la asignación ponderada de tolerancias de color
El ojo humano es más sensible a los cambios de tono que a los de croma o luminosidad. Por ello, los métodos de asignación de tolerancias del color aplican límites más estrictos al tono, al tiempo que permiten más flexibilidad en el croma y la luminosidad. Este enfoque ayuda a garantizar que los colores parezcan consistentes al ojo humano, incluso cuando existen pequeñas variaciones.
Además, tendemos a notar más los cambios en colores menos saturados, como grises y pasteles, que en tonos vivos y vibrantes. Para compensarlo, los métodos de asignación de tolerancias crean elipsoides más pequeños (tolerancias más estrictas) para los colores más apagados y elipsoides más grandes (mayor flexibilidad) para los vivos.
Personalización de tolerancias con factores de ponderación
Algunos métodos de asignación de tolerancias permiten a los usuarios ajustar la forma de los elipsoides de tolerancia utilizando factores de ponderación. Esta personalización es útil para adaptarse a las necesidades específicas de la industria o a requisitos visuales únicos.
Por ejemplo, la asignación de tolerancias Delta E CMC aplica una relación entre luminosidad (L) y croma (C), comúnmente establecida en 2:1. Esto significa que se permite el doble de variación en luminosidad que en croma, en consonancia con la forma en que el ojo humano percibe las diferencias de color. Delta E 2000, en cambio, integra esta ponderación basada en la percepción directamente en su modelo matemático, utilizando normalmente un enfoque equilibrado 1:1:1 que no se modifica.
Asignación de tolerancias en aplicaciones del mundo real
Los distintos procesos de impresión y validación del color requieren métodos de asignación de tolerancias especializados.
- G7 para equilibrio de grises: la metodología G7 ajusta el cian, el magenta y el amarillo para crear un gris neutro, garantizando una tonalidad y un equilibrio adecuados. Utiliza:
- Delta L: mide las diferencias de iluminación sin tener en cuenta el color para evaluar la tonalidad.
- Delta Ch: mide las diferencias de color sin tener en cuenta la iluminación para evaluar el equilibrio cromático.
- Validación de tintas flexográficas: la impresión flexográfica presenta desafíos adicionales debido a las variaciones en las formulaciones de tinta, los sustratos y los requisitos específicos de desempeño, como la seguridad alimentaria o la resistencia a la decoloración. Un factor clave en la validación de la tinta flexográfica es asegurarse de que el ángulo de tono de la tinta coincide con el objetivo previsto. Para conseguirlo, las especificaciones ISO hacen referencia a Delta Hab, que evalúa la precisión del tono.
Elección del método correcto de asignación de tolerancias
La selección del método de asignación de tolerancias adecuado depende de la aplicación específica y de los requisitos de comunicación. Las mejores prácticas clave incluyen:
- Comunicación clara: documente y comparta los métodos de asignación de tolerancias y los factores de ponderación con todas las partes interesadas.
- Seguir los estándares de la industria: a menos que se especifique lo contrario, Delta E 2000 (con una relación de ponderación 1:1:1) es el método más fiable.
Qué son las tolerancias aceptables en la producción de impresión
Cuando se trata de establecer tolerancias aceptables en la producción de impresión, no se trata solo de seleccionar un método, sino de establecer expectativas realistas basadas en la capacidad del proceso. Las tolerancias deben ser un acuerdo mutuo entre el comprador y el proveedor de impresión, ya que los distintos procesos de impresión tienen distintos niveles de consistencia.
Tolerancias de la industria versus datos de huella de prensa
Muchos proveedores de impresión siguen las tolerancias estándar de la industria, a menudo utilizando Delta E 2000 para medir las diferencias de color.
- Tintas CMY: tolerancia < 3,5 Delta E 2000
- Tinta negra: tolerancia < 5 Delta E 2000
- Tintas planas: tolerancia < 2 Delta E 2000
Si los valores objetivo CMYK se basan en sus propios datos de huella de prensa, las tolerancias serán más estrictas para las tintas de proceso.
- Tintas CMYK: tolerancia < 2,5 Delta E 2000
- Tintas planas: tolerancia < 2 Delta E 2000
Sin embargo, no todas las condiciones de impresión permiten tolerancias estrictas. Diversos factores -como el tipo de sustrato, el método de impresión y la variabilidad de la prensa- pueden introducir cambios adicionales en el color. En estos casos, un enfoque estadístico puede ayudar a evaluar y definir tolerancias realistas. Mediante la medición y evaluación consistente del color, los profesionales de la impresión pueden:
- Identificar cuando el proceso está fuera de control;
- Investigar las causas raíz de las inconsistencias;
- Determinar si se pueden realizar ajustes o si es necesario ampliar las tolerancias.
Si la variabilidad es controlable, las tolerancias pueden seguir siendo estrictas. Sin embargo, si las fluctuaciones son inherentes al proceso de impresión y no pueden controlarse, puede ser necesario ajustar las tolerancias en consecuencia.
¿Por qué usar software de control de calidad para controlar el color?
Dada la complejidad de la percepción del color y la asignación de tolerancias, un software de control de calidad es esencial para lograr resultados precisos y consistentes. Así es cómo ayuda:
- Evaluación estandarizada del color: el software de control de calidad elimina la subjetividad al proporcionar datos numéricos en lugar de basarse en un juicio visual.
- Modelos avanzados de asignación de tolerancias: asiste a los métodos estándar de la industria relativos a asignación de tolerancias, como Delta E 2000, garantizando el cumplimiento de los programas de calidad de las marcas.
- Comunicación mejorada: al definir claramente los métodos de asignación de tolerancias y los factores de ponderación, el software de control de calidad minimiza las discrepancias entre impresores y compradores de productos impresos.
- Eficiencia y precisión: las mediciones automatizadas reducen los errores, ahorran tiempo y mejoran la eficiencia del flujo de trabajo en la verificación del color.
Logre la consistencia del color con el software de control de calidad adecuado
La exactitud del color es un factor crucial en la impresión y empaque comercial, y el software de control de calidad juega un papel integral en mantener la consistencia. Al utilizar software avanzado de control de calidad, como ColorCert o MeasureColor, los impresores y propietarios de marcas pueden lograr una asignación de tolerancias de color más fiable y precisa, reduciendo los errores y mejorando la calidad general de la impresión. Tanto si trabaja con colores directos, tintas CMYK o aplicaciones especializadas, el uso del software adecuado garantiza que cada impresión cumpla los más altos estándares de precisión del color.
¿Está listo para llevar su evaluación del color al siguiente nivel? Para obtener más información sobre el software de control de calidad de X-Rite para aplicaciones de impresión y empaque, póngase en contacto con nuestros expertos en color.
